
Even a very small deviation during machining or assembly can cause an entire machine assembly to operate off-center. As rotational speed increases or operating loads change, vibration begins to develop and propagates through the machine frame, drive shafts, bearings, and structural connections.
This is why quality control (QC) and quality assurance (QA) teams typically using protractor as a mandatory step before final product acceptance.
How Does Perpendicularity Affect Machine Stability ?
When two surfaces or components are designed to be perpendicular but are assembled with an angular deviation, loads are no longer distributed evenly. As a result, the machine may begin producing noise and vibration after a relatively short period of operation.
For example, if a motor is mounted on a base whose reference surface is slightly tilted from the intended design orientation, the force transmitted through the shaft will no longer be perfectly centered. Consequently, the bearings are subjected to uneven loading, causing vibration levels to increase over time.
Similar issues can occur in:
- Welded machine frames
- Industrial electrical cabinets
- CNC machine tables
- Linear guide assemblies
- Conveyor systems
- Bolted steel structures
In many cases, deviations of only a few hundredths of a millimeter can create significant misalignment in long components and assemblies.
Common Causes of Incorrect Inspection Results
Burrs and Surface Contamination
After machining or welding, small burrs often remain along edges and surfaces. If an engineer's square is placed on an unclean surface, the resulting gap may lead to an incorrect assessment of the part's perpendicularity.
Incorrect Reference Surface Selection
Perpendicularity is always measured relative to a reference surface. If the chosen datum surface is warped or lacks sufficient flatness, the measurement result will not accurately reflect the actual condition of the component.
Excessive Pressure Applied During Measurement
Pressing the square firmly against the workpiece to eliminate visible light gaps may introduce measurement errors, especially when inspecting thin parts or aluminum components.
Poor Lighting Conditions
Insufficient lighting or an unfavorable viewing angle can make it difficult for inspectors to detect small gaps between the square and the workpiece surface.
Measuring on an Uneven Workbench
Even a high-quality engineer's square cannot provide reliable results if it is used on a workbench with poor flatness or surface deformation.
This is one of the reasons why inspection results may vary between different shifts, even when the same measuring tool is used.
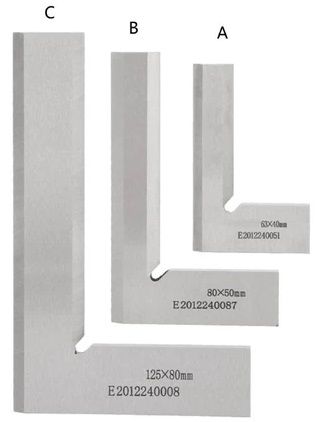
Choose a suitable dimension of protractor
A 200 mm engineer's square is generally suitable for smaller components with limited height or length. Its compact size allows for faster handling and easier use in confined spaces.
For larger assemblies, however, a 300 mm square offers several advantages. Its longer blade increases the inspection range, making it easier to detect small deviations over greater distances.
Proper Perpendicularity Inspection Helps Prevent Vibration During Assembly
Performing perpendicularity inspections at the machining and assembly stages helps prevent a wide range of issues, including: Premature bearing wear, Shaft misalignment, Shaft misalignment, Mechanical vibration, Abnormal noise, Reduced equipment lifespan, Increased maintenance costs.
To achieve accurate results, technicians should select the appropriate square size, establish a reliable reference surface, and eliminate factors that may introduce measurement errors.
Maintaining angle ruler from the beginning not only improves machine stability but also reduces maintenance expenses and extends equipment service life over the long term.



