Cold storage temperature warning solution
Refrigeration temperature monitoring system
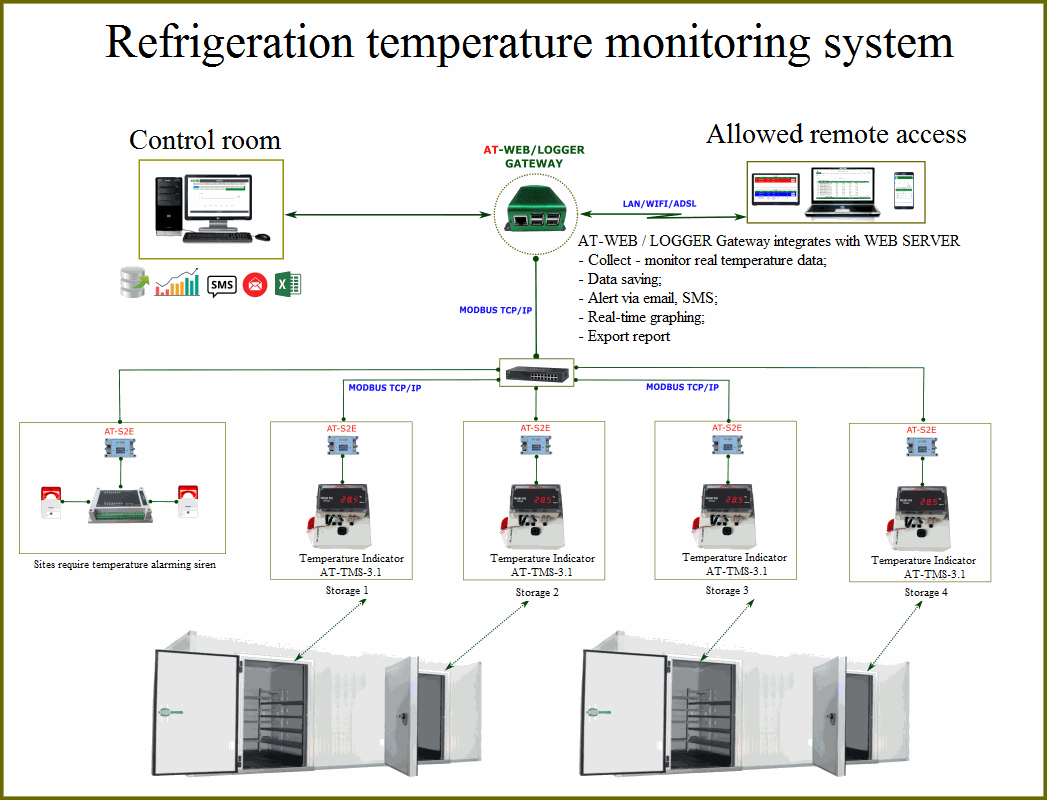
- Function: Equipped with temperature - humidity alarm monitoring system for better monitoring, timely handling problems related to instantaneous humidity temperature thanks to the remote alarm monitoring function.
- Minimize damage to properties and goods caused by temperature and humidity.
- Improve management capacity of businesses.
- Meet the criteria of the authorities on standard supervision requirements for cold storage, pharmaceutical warehouses, vaccine cabinets, server rooms ... in terms of temperature and humidity. hardware and software
+ Hardware:
++ Temperature - humidity measuring equipment: onsite temperature - humidity monitoring. Standard connection Modbus RTU RS485, Modbus TCP / IP
++ Gateway (datalogger): Collect data from measuring devices and send to the storage server.
++ Server (computer): running the software
+ Software: basic function of data collection, on-site monitoring, setting of alarm parameters, data storage, reporting for remote management and monitoring over the internet. Alarm on the spot by sound (alarm), remote alarm via email, SMS.
++ Hardware and software are built based on actual requirements of each customer.
Please contact the hotline for advice to get the most accurate advice, most suitable with your needs.
